

以下是:工厂批发(金宏通)304不锈钢管个性定制的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 9999999 运费说明 2-3天 品牌 金宏通 是否可定制 是 是否现货 是 工厂批发(金宏通)304不锈钢管个性定制,山东省德州市金宏通钢管有限公司为您提供工厂批发(金宏通)304不锈钢管个性定制,联系人:郭学振,电话:0527-88266888、17768165506,QQ:200418818,请联系山东省德州市金宏通钢管有限公司,发货地:大桥路东方兴业钢材市场111室发货到德州。 山东省,德州市 2022年,德州市地区生产总值为3633.1亿元,比上年增长4.4%。
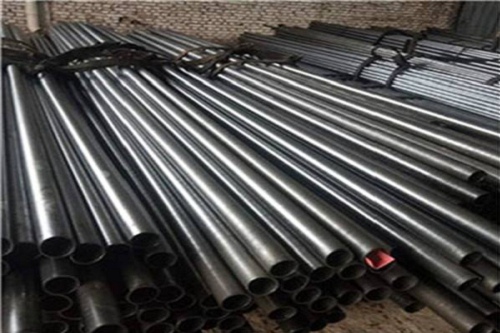
不要错过这部精心制作的工厂批发(金宏通)304不锈钢管个性定制产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。以下是:工厂批发(金宏通)304不锈钢管个性定制的图文介绍感谢您对德州金宏通钢管有限公司的信赖,当您进入这个页面时,您已成为我们尊贵的客户。欢迎您来到美丽的 H型钢之乡——德州,我们都在这里为您静静的守候!您可以通过以下文章详细了解 H型钢参数、价格、图片、视频等资料。
316L不锈钢管采用电弧焊时,坡口两侧各100mm范围内应涂白亚粉或其他防粘污剂。不允许焊条在非焊接部位引弧,以避免产生引弧迹点。 必须短弧直线运条,以减少合金元素的烧报.减少热影响区的宽度,有利于提高焊缝的抗晶间腐蚀能力和减少裂纹产生的倾向。熔敷金属宽度不得超过焊条直径的两倍。收弧应填满弧坑,以免产生弧坑裂纹.应在焊后立即除去渣皮、飞溅,并应将焊缝表而清理千净,进行外观检验。 4焊接质量检验 焊接缺陷减小了焊接接头承载截面积的有效面积,使截面应力增加,更重要的是在缺陷周围产生了严重的应力集中。因此,焊接缺陷对结构的静载强度、疲劳强度、脆性断裂以及抗应力腐蚀开裂都有重大影响。 4.1外观检查 管道焊缝表面不允许有裂纹、未熔合、气孔、夹浓、熔合性飞溅、咬边、表面凹陷:焊缝表面不得低于管道表面。 除用肉眼检查外,还需对焊缝进行100%的渗透检测.焊缝外观质量经必要的补焊及打磨后.必须全部达到合格标准。 4.2内部射线检测 316L钢管应进行100%的射线检测,质量标准不低于GB4730-2005的II级. 高压厚壁管对接焊缝应采用γ射线检测,以提高检测质是和效率。 由于进行100%射线探伤,因此,管道预制除应考虑预制深度及方便现场焊接外,还应在固定口的预留上考虑探伤工作是否能进行。 5焊缝返修 经无损检测判定为不合格的焊缝,必须认真分析不合格原因,确保返修合格并不得超过3次。 6结束语 该316L不锈钢管的焊接技术在多个工程项目中成功应用,只要准备充分,根据现场实际进行有针对性的训练,严格执行焊接工艺,抓好全方位的过程控制,均能取得良好的焊接效果。
316L不锈钢管的切割必须采用机械方法,不允许用等离子切割、碳弧气刨加工。 合适的坡口尺寸可以兼顾母材熔合和焊缝透度,考虑到316L不锈钢管管壁厚、导热系数小、热膨胀系数大等特性,为减少焊接变形,坡口角度为40°-55°,坡口倾角由底部向上逐步减小,近似于U型坡口.坡口间隙2.0~2.5mm:由于采用了较小的焊接电流,熔深小,因而坡口的钝边要小,保证打底焊能实现单面烨双面成形,一般应小于1mm。 为了保证焊缝焊接质盘.防止焊接缺陷的产生,需对坡口进行渗透检测。施焊前必须用角磨机对基层焊缝坡口及两侧各30mm范围内的铁锈、油污、水分等进行清理。 管道对接焊口的组对应做到内壁平齐,内壁错边的最不宜超过壁厚的10%,并且不大于0.5mm.外壁错边员应不大于2mm. 为了确保组对的准确度,要设置组对质检停止点,对已组对未正式施焊的管段的材质、尺寸、角度、编号等进行检验,确认合格后方可进行焊接。 不锈钢管施焊前需严格按设计文件要求的标准、规范和现场实际情况编制焊接施工方案,按照JB4730-2000《钢制压力容器焊接工艺评定》的要求进行焊接工艺评定,编制焊接工艺指导书.在施工现场还必须结合实际焊接工件,编写现场接头焊接工艺卡.其焊接施工控制内容必须齐全。 对焊工和管工严格进行焊接技术质量交底,将接头焊接工艺卡下发到每一个焊工和管工,并在焊接班组粘贴上墙。
工厂批发(金宏通)304不锈钢管个性定制,山东省德州市金宏通钢管有限公司为您提供工厂批发(金宏通)304不锈钢管个性定制的最新资讯,联系人:郭学振,电话:0527-88266888、17768165506,QQ:200418818,发货地:大桥路东方兴业钢材市场111室。
304不锈钢管个性定制")
304不锈钢管个性定制")
304不锈钢管个性定制")